Abrasive Media for cerakote — how to remove Cerakote safely and cleanly
A Guide on How to Remove Cerakote
If you are researching Abrasive Media for cerakote removal in Salt Lake County, Utah County, Davis County, Weber County, or Cache County, the big goal is simple: strip the coating fast without harming the base metal, then leave a clean, uniform profile that is ready for a new finish. This guide explains which blasting medias work best, how to set up your equipment, and what to watch for on aluminum, steel, and stainless. You will also see real shop anecdotes from Full Blown Coatings to anchor the details in everyday Utah projects.

Why Cerakote is tough to remove
Cerakote is a ceramic-polymer coating designed to be thin, hard, and chemically resistant. It bonds very well to properly prepared metal and holds up under heat, solvents, and abrasion. Those same strengths make removal more demanding than stripping paint or many powder coats. The right media and process give you speed without warping thin sections or over-etching cosmetic surfaces.
Safety, compliance, and prep
Before you blast, build a safe, repeatable workflow.
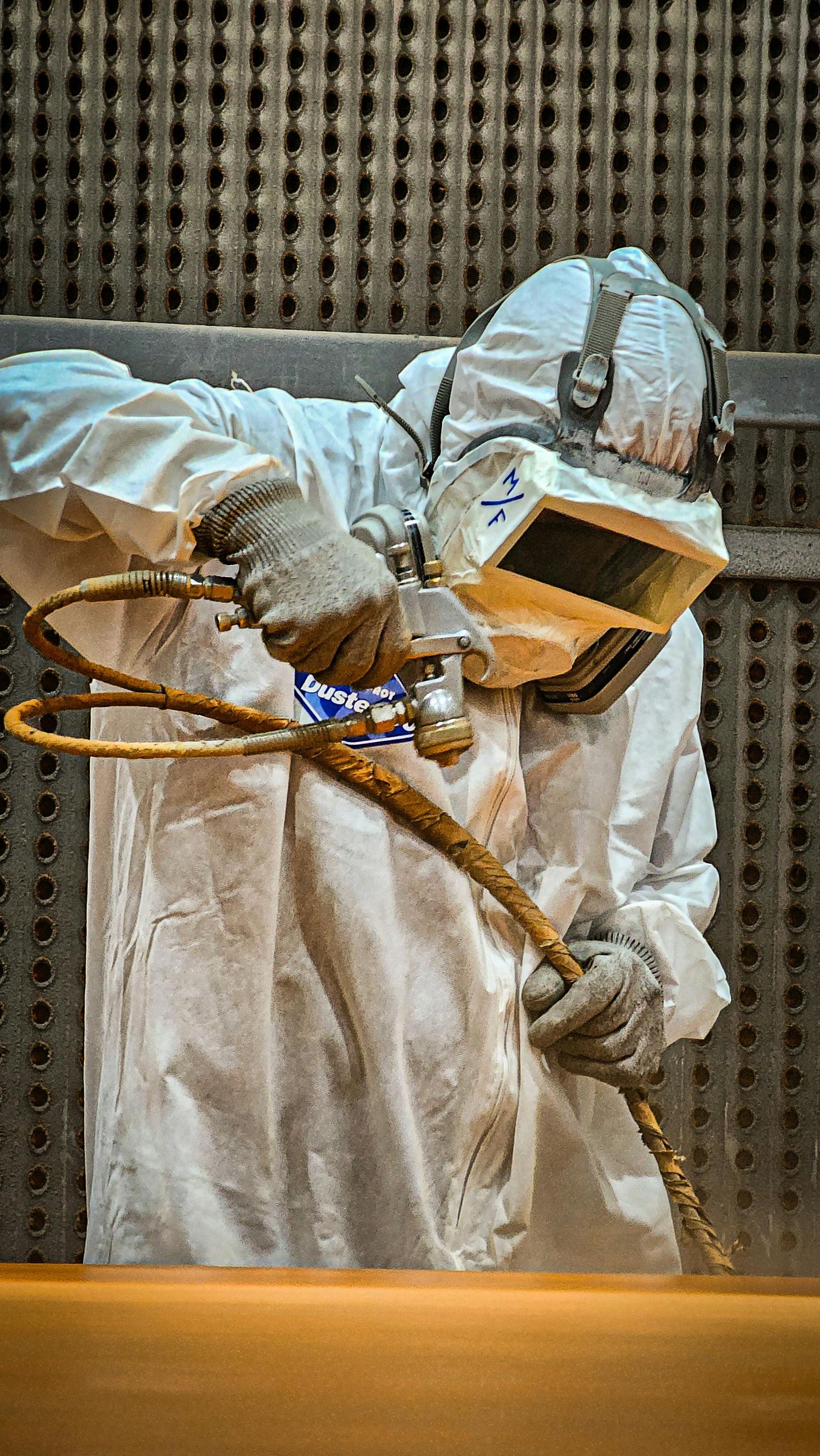
- PPE and ventilation: Use a proper respirator, eye protection, gloves, and a blasting hood. Run effective dust collection, and follow shop rules for spent media handling.
- Degrease first: Oils and residues smear under blast and can cause fisheyes during recoat. Use a compatible, lint-free wipe and let parts dry.
- Outgas when needed: Porous cast aluminum and weldments can trap volatiles. A short pre-bake drives them off so you do not chase pinholes later.
- Mask critical features: Threads, bores, seal faces, serial markings, and tight interfaces should be protected to avoid dimension changes.
Media options ranked by aggressiveness and finish quality
Aluminum oxide (80–120 grit)
When speed matters on metals
Aluminum oxide is the workhorse for Cerakote removal. It cuts quickly, leaves a sharp anchor profile, and is widely available.
- Best for: Carbon steel, stainless, and robust aluminum parts where a recoat profile is desired.
- Watch outs: On thin aluminum or cosmetic faces, run conservative pressure and keep the nozzle moving to avoid over-etching.
Shop note: Full Blown Coatings often chooses 100–120 grit oxide on steel rail segments destined for a new powder coat. The result is a consistent, recoat-ready profile that saves time downstream.
Garnet
Sharp cut with low embed potential
Garnet removes Cerakote efficiently and leaves a clean surface with minimal embedment.
- Best for: Steel and harder alloys where reclaim and cleanliness matter.
- Watch outs: Slightly higher cost in some markets; confirm availability.
Crushed glass
Clean, angular, and controlled
Crushed glass offers a balanced approach. It is less aggressive than oxide but still effective for full removal with a bit more dwell.
- Best for: Aluminum components where you want good speed without the bite of oxide.
- Watch outs: Plan for a follow-up pass if you need a specific profile for powder coating.
An Ogden customer brought aluminum brackets with a Cerakote color they no longer wanted. Full Blown Coatings used crushed glass at modest pressure to strip the parts, then made a light oxide pass to set the ideal powder profile. The brackets coated smoothly and passed tape pull on the first try.
Glass bead
Refinement, not primary removal
Bead peens rather than cuts, so it is slow for full removal. It is excellent as a final cosmetic pass on aluminum after the primary strip.
- Best for: Evening the surface on aluminum and stainless once Cerakote is gone.
- Watch outs: Do not rely on bead as your sole stripping step for Cerakote.
Plastic media (urea, acrylic)
Gentle on thin and delicate parts
Plastic media lifts coatings with far less substrate damage, preserving sharp edges and delicate geometry.
- Best for: Thin aluminum panels, tight-tolerance small parts, mixed assemblies.
- Watch outs: Slower overall. You may still need a brief mineral abrasive pass to create a recoat profile.
A Davis County client sent small aluminum housings with press-fit features. Full Blown Coatings used plastic media to remove Cerakote without rounding edges, then applied a very light oxide kiss to prep for a new satin powder. Fits remained perfect.
Soda (sodium bicarbonate)
Very gentle cleaner and de-glosser
Soda can lift soils and soften some coatings but rarely removes Cerakote completely.
- Best for: Initial clean on fragile items prior to more decisive media.
- Watch outs: Always follow with a profile-creating media before recoating.
Walnut shell and other organics
Surface cleaning only
Organic medias can clean and dull a surface but lack the bite for Cerakote removal. Reserve these for specialty cleaning.
Ceramic media and specialty blends
High durability in production settings
Ceramic abrasives maintain a steady cut over long runs and can be tuned for predictable profiles.
- Best for: High-volume, consistent work where media longevity offsets cost.
Process settings that matter
Air pressure and nozzle size
Start low and step up. On many shop systems, 50–70 PSI with 100–120 grit oxide or crushed glass is a practical starting range. Larger nozzles increase media flow and can require higher air volume; worn nozzles change your cut rate and pattern, so inspect and replace as needed.
Angle, standoff, and travel speed
Keep the nozzle 30–45 degrees off the surface with a consistent distance. Do not hover in one spot. A smooth, overlapping pattern prevents hot spots, warping, and washboarding.
Media management
Keep media dry and free of fines. Sieve or refresh on schedule so cut rate and finish stay consistent. Moisture in lines or media clumping will slow removal and create uneven profiles.
Substrate-specific guidance
Aluminum alloys
Aluminum is easy to over-etch. Use crushed glass or a fine oxide at moderate pressure with steady motion. Pre-bake porous wheels and castings to control outgassing before recoating. If you plan to re-Cerakote, target a light, uniform profile; for powder coat, a slightly sharper profile improves mechanical lock.
A Logan customer dropped off cast aluminum wheels that someone had blasted too aggressively, leaving visible swirl and grain. Full Blown Coatings re-leveled the surface with controlled bead peening after removal, then applied a satin powder that looked new and hid the prior damage.
Carbon steel
Steel tolerates more aggressive media and pressure. Aim for a profile compatible with your next finish. After blasting, protect against flash rust by moving promptly into pretreatment or applying a suitable primer.
Stainless steel
Stainless often needs a cosmetic satin. Use a primary cut media to remove Cerakote, then finish with bead to even the grain. If passivation is required later, keep the surface clean and avoid embedded free iron.
Mixed assemblies and small hardware
Disassemble whenever possible. Mask threads, bearing seats, and precision bores. For tiny parts, fixtures that expose only the coated faces save time and reduce handling mistakes.
When to use chemical assists
Approved chemical strippers for Cerakote can soften the film, reducing blast time on delicate parts. This hybrid approach is useful for thin aluminum and complex geometry.
- Pros: Lower blast dwell, less risk to edges and thin walls.
- Cons: Chemical safety, disposal, and thorough neutralization are required. Any residue must be removed before the next finish.
- Workflow tip: Soften, rinse and neutralize, dry completely, then make one uniform blast pass to set the recoat profile.
Vapor and dustless blasting
Water-assisted blasting reduces airborne dust and improves visibility. It can work well on larger fixtures or outdoor setups in Weber and Davis counties.
- Advantages: Cleaner air, less dust migration.
- Caution: Parts must be dried thoroughly before any coating step. Trapped moisture will compromise adhesion and can flash rust carbon steel.
Quality control before recoating
- Cleanliness: Wipe with a compatible solvent in a clean area after blasting. Avoid re-contamination from hands and racks.
- Profile: If you have access to a profilometer, confirm the target Ra for powder coating or re-Cerakote. Even without a gauge, consistency in look and feel across the part is key.
- Adhesion checks: Sample panels or hidden faces can be used for quick tape pull tests to validate your process.
- Cure readiness: If you are moving to powder, confirm oven calibration and part temperature with probes on complex geometry.
Time, cost, and scheduling in Northern Utah
Quotes vary with part size, geometry, original Cerakote thickness, and the media sequence required. Small hardware can be run in batches for efficiency, while large frames and rail sections take more setup. In most cases, once parts are in the shop, Full Blown Coatings turns retail work in a few business days, with rush options subject to the calendar. Bundling strip plus recoat under one roof reduces handling, rework risk, and overall lead time.
Real-world examples
- Cast wheels, Weber County: Pre-bake, crushed glass removal, light oxide profiling, then a satin powder topcoat. The customer reported fewer visible defects and easier washing through winter.
- Precision aluminum housings, Davis County: Plastic media to clear Cerakote while preserving fits, followed by a gentle oxide pass for a new satin powder. Assembly tolerance held perfectly.
- Steel rail segments, Salt Lake County: 100 grit aluminum oxide for fast removal and a crisp profile, then exterior polyester powder in satin black. Installation passed inspection with uniform gloss across all sections.
FAQs
What grit removes Cerakote fastest without damaging aluminum
Start with 100–120 grit oxide or crushed glass at moderate pressure and keep the nozzle moving. For very thin parts, consider plastic media first, then a brief mineral abrasive pass for profile.
Can glass bead alone take off Cerakote
Not efficiently. Bead is best as a final cosmetic pass after the primary strip.
Do I need to outgas before powder after strip
On cast aluminum and welded assemblies, yes. A short pre-bake helps prevent pinholes and craters in the new finish.
What profile is ideal if I plan to re-Cerakote
A light, uniform profile is sufficient. For powder coating, a slightly sharper profile improves adhesion.
Is soda blasting enough for full removal
Soda is usually too gentle. It can help clean delicate surfaces but should be followed by a media that creates a proper recoat profile.
The bottom line and local help
Choosing the right Abrasive Media for cerakote removal comes down to balancing speed and surface protection. Aluminum oxide, garnet, and crushed glass do the heavy lifting. Plastic media and bead help preserve delicate geometry and refine appearance. Combine smart media selection with careful pressure, motion, and masking, and you will remove Cerakote cleanly while setting the stage for a flawless re-finish.
If you want a clear plan for your parts in Salt Lake County, Utah County, Davis County, Weber County, or Cache County, send photos and basic dimensions to Full Blown Coatings. The team can recommend a media sequence for your substrate and deliver a bundled quote for blasting plus recoating in powder or fresh Cerakote—so you get consistent results from strip to final cure.
Share This Post!